P M
K
N S
H
HSC 05 PVTi
- - -
0,05 - 0,7
0,05 - 0,4
6,2
2,2
2
HSC 05 PVDiaN
- - - - -
0,05 - 0,7
0,05 - 0,4
6,2
2,2
2
HSC 05 PVTiH
- - -
0,05 - 0,7
0,05 - 0,4
6,2
2,2
2
K10 Poliert
- - - - -
0,05 - 0,7
0,05 - 1,0
6,2
2,2
2
K10 PVTi
- - - -
0,02 - 1,0
0,02 - 1,0
6,2
2,2
2
M40 PVST
- - - -
0,03 - 0,6
0,05 - 1,0
6,2
2,2
2
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
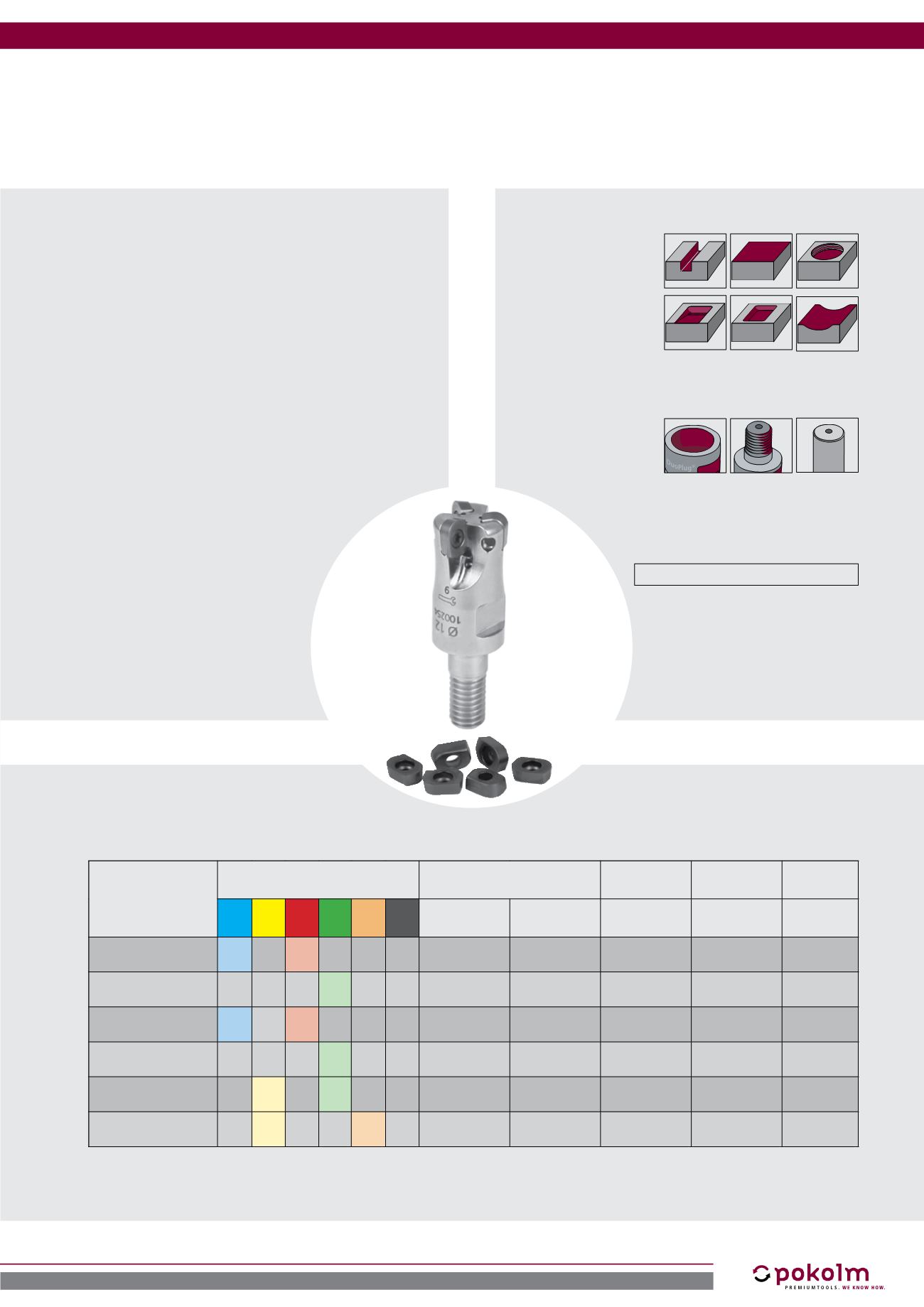
Machining types
Connection types
Properties
Cutting materials
Sizes
Page
SLOTWORX
®
HP
HIGH FEED RATE CUTTERS
High performance chip removal rates in hard machining
S: diam. 10 - 32 mm 192
uu
One insert carbide grade for soft and hard
machining
uu
Real corner radius for true to contour machining
uu
High-precision ground indexable inserts
uu
Maximum cutter body stability due to
negative axial angle
uu
High number of teeth on smallest tool diameter
uu
Can replace solid carbide tools in some areas
thickness
ISO standard
feed per tooth | d.o.c.
a
p
(mm)
f
z
(mm)
length
l (mm)
s (mm)
radius
r
p
(mm)
Carbide grade | Coating
191


