15
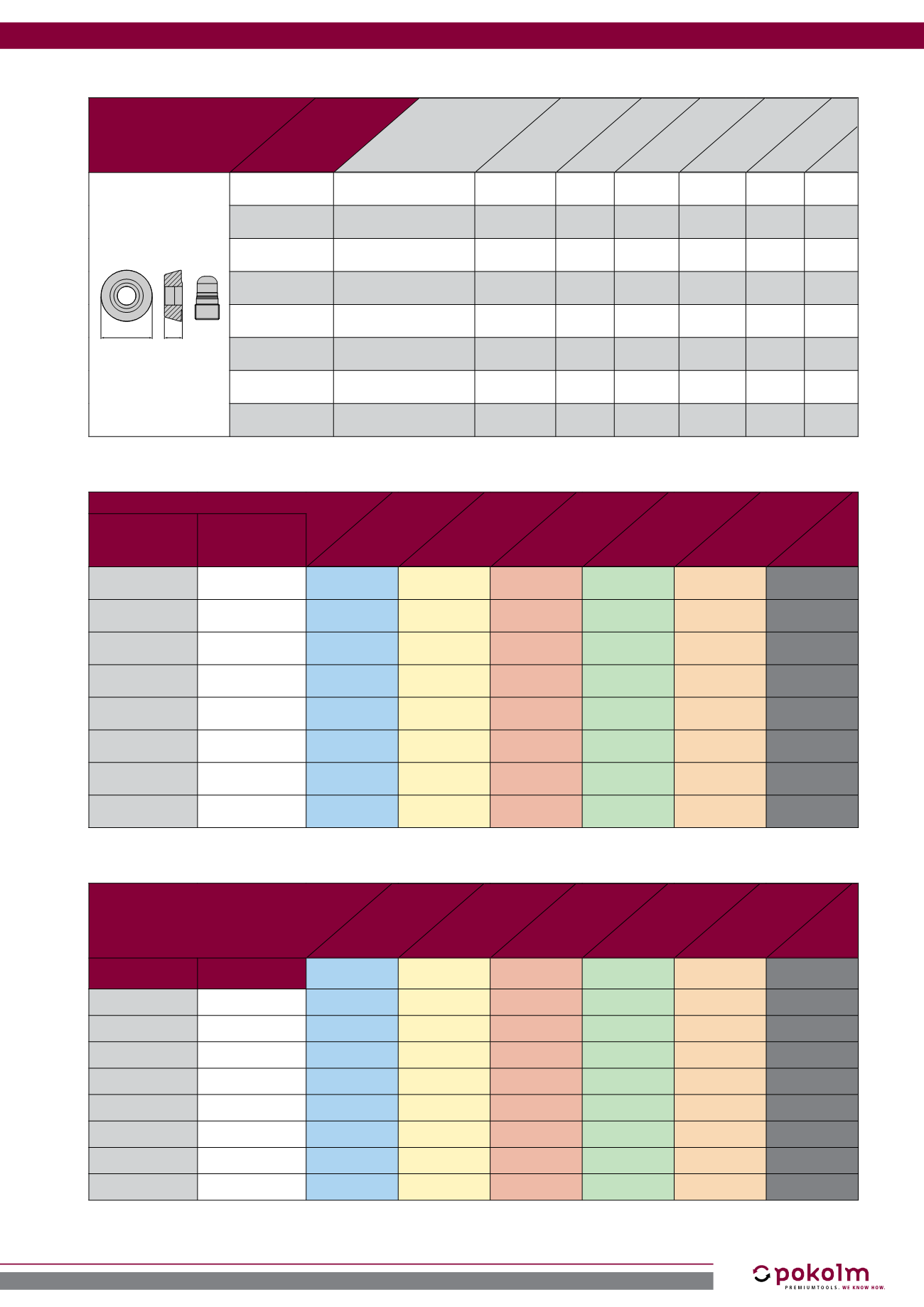
major application
minor application
roughing
pre-finishing
finishing
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Feed per tooth |
d.o.c.
A0
f
z
(mm)
a
p
(mm)
0,2-0,8
0,3-1,5
-
0,15-0,8
0,2-1,5
-
-
-
A1
f
z
(mm)
a
p
(mm)
0,1-0,5
0,1-1,5
0,05-0,5
0,1-1,5
-
-
0,05-0,4
0,1-1,5
-
A3
f
z
(mm)
a
p
(mm)
-
0,05-0,5
0,1-1,5
-
0,25-0,4
0,3-1,5
0,05-0,4
0,1-1,5
-
C0
f
z
(mm)
a
p
(mm)
0,2-0,8
0,3-1,5
-
0,15-0,8
0,2-1,5
-
-
0,1-0,18
0,1-0,4
D1
f
z
(mm)
a
p
(mm)
-
0,05-0,5
0,1-1,5
-
-
0,05-0,4
0,1-1,5
-
D3
f
z
(mm)
a
p
(mm)
-
0,05-0,5
0,1-1,5
-
0,25-0,4
0,3-1,5
0,05-0,4
0,1-1,5
-
E0
f
z
(mm)
a
p
(mm)
0,2-0,8
0,3-1,5
-
0,15-0,8
0,2-1,5
-
-
-
E1
f
z
(mm)
a
p
(mm)
0,1-0,5
0,1-1,5
0,05-0,5
0,1-1,5
-
-
0,05-0,4
0,1-1,5
-
Indexable inserts
Catalogue no.
DIN Specification
Carbide Grade
Coating
d
s
r
M
d
s
DR12-8A0
RORA 1245 M0SN
A0
12
4.5
6
DR12-8A1
RORM 1245 M0EN
A1
12
4.5
6
DR12-8A3
RORM 1245 M0EN
A3
12
4.5
6
DR12-8C0
RORA 1245 M0SN
C0
12
4.5
6
DR12-8D1
RORM 1245 M0EN
D1
12
4.5
6
DR12-8D3
RORM 1245 M0EN
D3
12
4.5
6
DR12-8E0
RORA 1245 M0SN
E0
12
4.5
6
DR12-8E1
RORM 1245 M0EN
E1
12
4.5
6
Feed per tooth (fz) | d.o.c. (ap)
Cutting speed (Vc in m/min)
Material
steel
stainless steel
cast iron
non-ferrous
materials
high-temperature
alloys
hardened steel
Quality
Coating
Application
A0
roughing
finishing
100
175
250
-
-
120
170
220
-
-
-
-
A1
roughing
finishing
90
155
220
-
70
125
180
-
-
-
20
60
100
-
-
A3
roughing
finishing
-
70
125
180
-
-
100
350
600
-
20
60
100
-
-
C0
roughing
finishing
130
175
220
-
-
130
165
200
-
-
-
120
150
180
-
D1
roughing
finishing
-
80
135
190
-
-
-
30
70
110
-
-
D3
roughing
finishing
-
80
135
190
-
-
100
350
600
-
30
60
90
-
-
E0
roughing
finishing
100
175
250
-
-
120
170
220
-
-
-
-
E1
roughing
finishing
90
155
220
-
70
125
180
-
-
-
20
60
100
-
-


