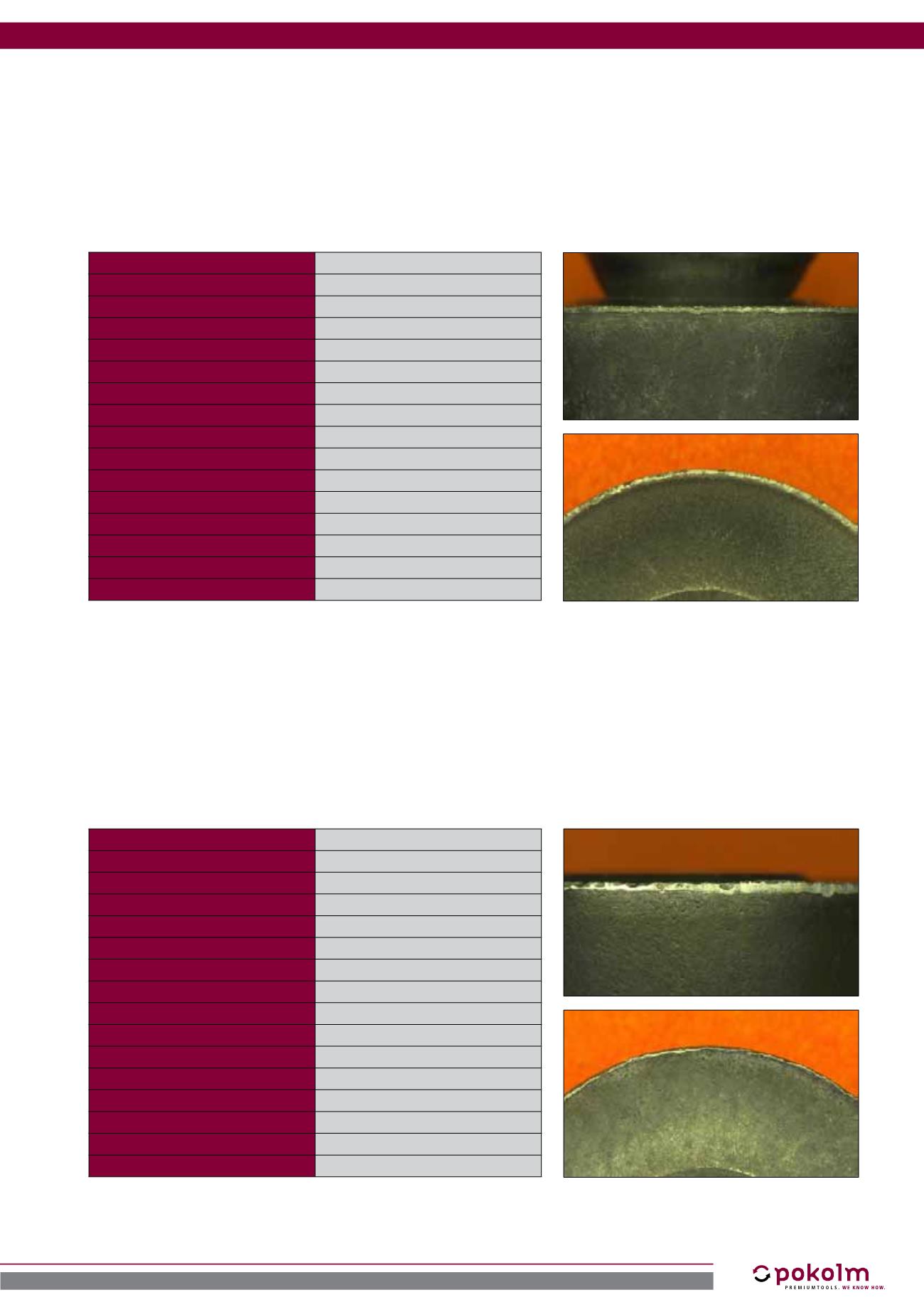
Material to be machined: 1.2083 / X42Cr13
Process-reliable dry machining of a corrosion-resistant plastic mould steel with a tool life of 1429 m without machine downtime
or auxiliary process times - no problem with
SPINWORX
®
.
Wear patterns on insert
DR10-8A1
Tool
DR10-035-E16-05
Arbor
50 16 750
Overhang [mm]
83 mm
Cooling
Air ICS & external
Insert
DR10-8A1
Coating
A
V
c
speed [m/min]
180
V
f
feed rate [mm/min]
3970
n(s) [min
-1
]
1819
D
c
[mm]
35
f
z
feed per tooth [mm]
0.436
a
p
depth of cut [mm]
0.35
a
e
width of cut [mm]
20
Tool life [min]
360
Life length [m]
1429.2
Stock removal rate [cm
3
/min]
27.79
Material to be machined: TiAI6V4
Uninterrupted machine running time of 105 minutes with unstable component clamping. This process reliability without any
cutting edge break-out speaks for itself and for
SPINWORX
®
.
Wear patterns on insert
DR10-8D3
SPINWORX
®
IN PRACTICAL TESTS –
CONVINCING RESULTS
Tool
DR10-025-E12-03
Arbor
50 12 A63
Overhang [mm]
83 mm
Cooling
air emulsion
Insert
DR10-8D3
Coating
D
V
c
speed [m/min]
80
V
f
feed rate [mm/min]
610
n(s) [min
-1
]
1018
D
c
[mm]
25
f
z
feed per tooth [mm]
0.2
a
p
depth of cut [mm]
1
a
e
width of cut [mm]
15
Tool life [min]
105
Life length [m]
64.05
Stock removal rate [cm
3
/min]
9,17
13


