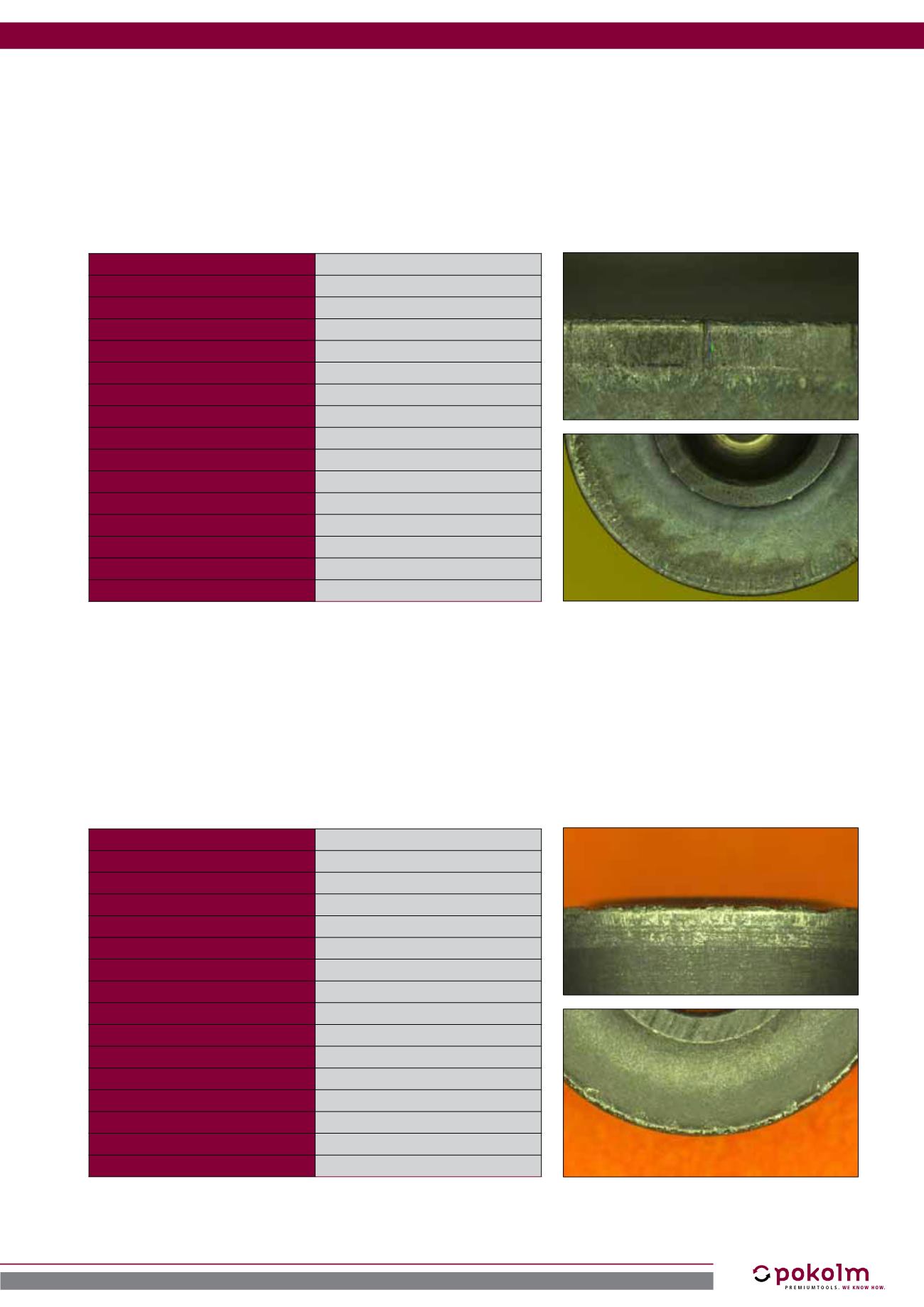
Material to be machined: TiAI6V4
Process-reliable machining of titanium alloy for the aerospace industry. Compared to a competitors product and thanks to
SPIN-
WORX
®
it was possible to manufacture a more than three times higher quantity with only one set of inserts. And the inserts wear
limit was not yet reached.
Wear patterns on insert
DR07-8D3
Tool
DR07-025-E12-06
Arbor
50 12 710
Overhang [mm]
80
Cooling
Emulsion
Insert
DR07-8D3
Coating
D
V
c
speed [m/min]
70
V
f
feed rate [mm/min]
810
n(s) [min
-1
]
900
D
c
[mm]
25
f
z
feed per tooth [mm]
0.15
a
p
depth of cut [mm]
1.0
a
e
width of cut [mm]
7.5
Tool life [min]
440
Life length [m]
356
Stock removal rate [cm
3
/min]
12
Material to be machined: 1.2312
Uninterrupted machine running time of 579 minutes - and the inserts wear limit was not yet reached. This process reliability
without any cutting edge break-out speaks for itself and for
SPINWORX
®
.
Wear patterns on insert
DR07-8E0
SPINWORX
®
IN PRACTICAL TESTS –
CONVINCING RESULTS
Tool
DR07-025-E12-06
Arbor
50 12 710
Overhang [mm]
90 mm
Cooling
air
Insert
DR07-8E0
Coating
E
V
c
speed [m/min]
200
V
f
feed rate [mm/min]
9150
n(s) [min
-1
]
2545
D
c
[mm]
25
f
z
feed per tooth [mm]
0.6
a
p
depth of cut [mm]
0.6
a
e
width of cut [mm]
15.5
Tool life [min]
579
Life length [m]
5298
Stock removal rate [cm
3
/min]
85
9


